 Aménagement et équipement des locaux
Aménagement et équipement des locaux Éclairage
Éclairage Équipements de l'atelier
Équipements de l'atelier Équipements du bureau
Équipements du bureau Équipements exterieurs
Équipements exterieurs Métallerie Serrurerie
Métallerie Serrurerie Réfrigération et chauffage
Réfrigération et chauffage Téléphonie
Téléphonie Aspiration, Filtration, Traitement de l’air et des liquides
Aspiration, Filtration, Traitement de l’air et des liquides Aspiration
Aspiration Filtration
Filtration Traitement de l’air
Traitement de l’air Assemblage, Collage, Fixation, Soudage
Assemblage, Collage, Fixation, Soudage Application, dosage
Application, dosage Assemblage, visserie
Assemblage, visserie Colles
Colles Décolletage
Décolletage Buses, Gaines, Raccords, Tuyaux, Vannes
Buses, Gaines, Raccords, Tuyaux, Vannes Pulvérisation
Pulvérisation Raccords tournants
Raccords tournants Raccords, Robinetterie, Tubes
Raccords, Robinetterie, Tubes Tuyauterie
Tuyauterie Communiqué de presse, Services
Communiqué de presse, Services Communiqué de presse
Communiqué de presse Marketing direct
Marketing direct Référencement, hébergement et de site internet
Référencement, hébergement et de site internet Contrôle, Expertise, Suivi de production
Contrôle, Expertise, Suivi de production Expertise industrielle
Expertise industrielle Gestion des temps et des accès
Gestion des temps et des accès Suivi de production
Suivi de production Dépollution, Recyclage, Traitement des déchets
Dépollution, Recyclage, Traitement des déchets Absorbants et anti-pollution
Absorbants et anti-pollution Prévention, rétention, contenants
Prévention, rétention, contenants Traitement des déchets
Traitement des déchets Electricité, Electronique, Informatique
Electricité, Electronique, Informatique Equipements
Equipements Logiciels
Logiciels Maintenance
Maintenance Entrepôt, Stockage, Emballage
Entrepôt, Stockage, Emballage Construction et Entrepôts
Construction et Entrepôts Emballage
Emballage Stockage
Stockage Equipements hydrauliques et pneumatiques, Pompes
Equipements hydrauliques et pneumatiques, Pompes Équipement pneumatique
Équipement pneumatique Pompes
Pompes Séchage
Séchage Instrumentation, Essais, Mesure, Tests
Instrumentation, Essais, Mesure, Tests Instrumentation
Instrumentation Mesure et contrôle
Mesure et contrôle Tests climatiques et thermiques
Tests climatiques et thermiques Thermographie
Thermographie Maintenance et entretien
Maintenance et entretien Décapage et nettoyage industriel
Décapage et nettoyage industriel Etanchéïté
Etanchéïté Graissage et lubrification
Graissage et lubrification Maintenance et entretien courant
Maintenance et entretien courant Traitement des sols
Traitement des sols Manutention, Convoyage, Levage
Manutention, Convoyage, Levage Convoyage et transport pneumatique
Convoyage et transport pneumatique Levage
Levage Manutention
Manutention Sacs et palettes
Sacs et palettes Marquage, Traçabilité, Signalétique
Marquage, Traçabilité, Signalétique Panneaux et pictogrammes
Panneaux et pictogrammes Identification
Identification Marquage
Marquage Matières premières et semi-produits
Matières premières et semi-produits Elastomères, Plastiques, polyuréthane
Elastomères, Plastiques, polyuréthane Profilés
Profilés Mécanique & MO : Composants, Outillage, Presse, Transmission…
Mécanique & MO : Composants, Outillage, Presse, Transmission… Composants et éléments mécaniques
Composants et éléments mécaniques Contrôle Homme-Machine
Contrôle Homme-Machine Guidage, positionnement, roulement
Guidage, positionnement, roulement Moteurs, moto-réducteurs, variateurs
Moteurs, moto-réducteurs, variateurs Outillage
Outillage Presses
Presses Ressorts
Ressorts Ressorts à gaz
Ressorts à gaz Protection, EPI, Sécurité machine
Protection, EPI, Sécurité machine Incendie et premiers secours
Incendie et premiers secours Protection de la personne
Protection de la personne Sécurité machine
Sécurité machine Traitement de surface, Solvants, Centrifugeuses
Traitement de surface, Solvants, Centrifugeuses Ebavurage, Polissage
Ebavurage, Polissage Installations de lavage
Installations de lavage Lavage ultrasons
Lavage ultrasons Produits de lavage, Solvants
Produits de lavage, Solvants Sablage Microbillage
Sablage Microbillage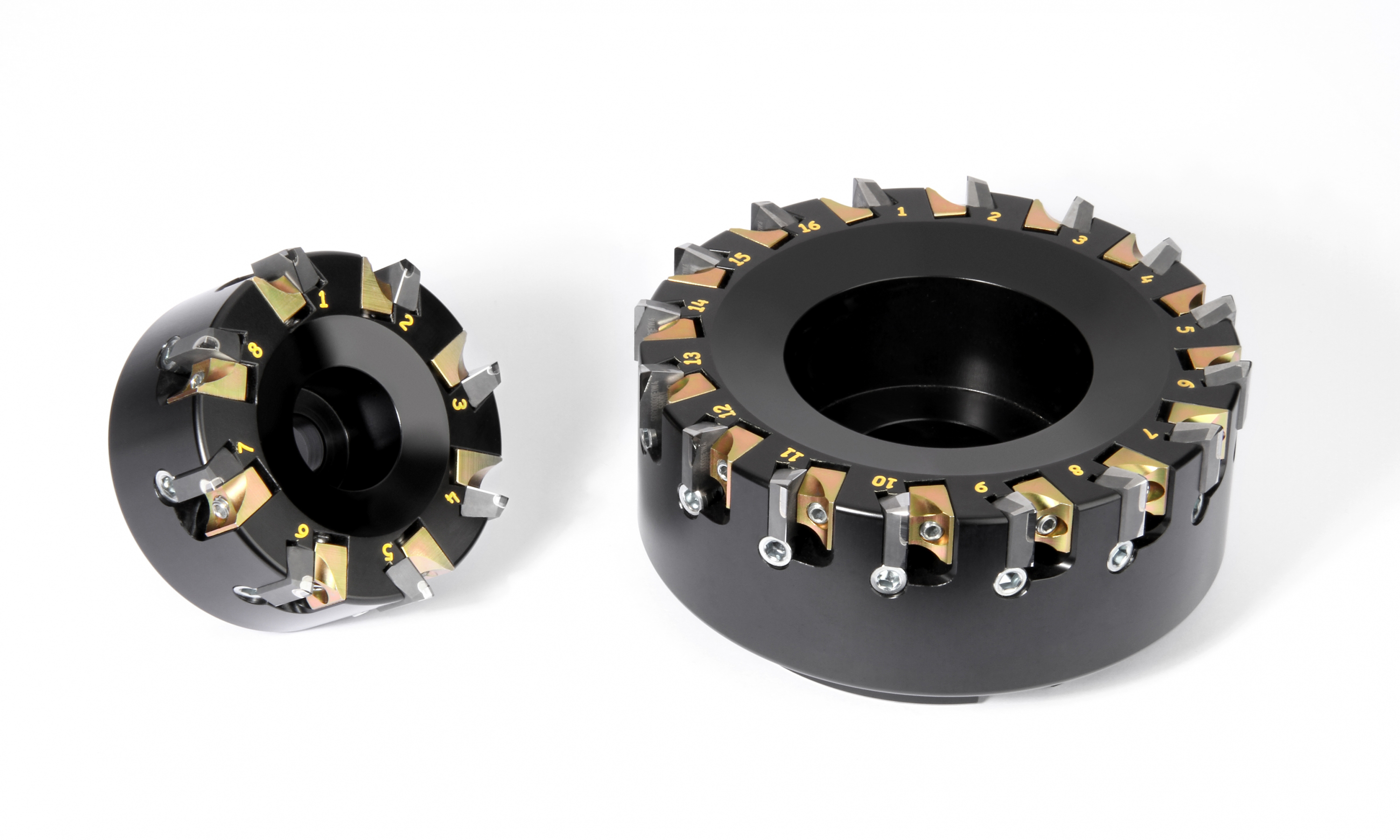

 Téléphoner directement
Téléphoner directementL’ajustement de la KBDM est un processus simple : utilisez chaque fois que possible un dispositif de préréglage optique et NE SERREZ PAS EXCESSIVEMENT !
Toute personne ayant déjà remplacé un joint de culasse sur un moteur à combustion interne sait bien qu’un fonctionnement correct passe par une surface plane et lisse, à la fois côté culasse et côté bloc. Nul n’en est plus conscient que les constructeurs automobiles, attachés à des finis de surface prévisibles et contrôlés et à des cadences de production élevées, conjointement avec des durées de vie d’outils maximales et des coûts d’outillage par composant usiné les plus bas possibles.
De nombreux opérateurs de machines pourraient penser « Où est le problème ? L’aluminium est l’un des matériaux les plus faciles qui soient ». Et même si cela vaut certainement pour l’omniprésent 6061-T6, rien ne saurait être plus éloigné de la vérité s’agissant des alliages d’aluminium utilisés dans les applications automobiles. Les grades 319 et 390, par exemple, sont facilement coulés dans les formes complexes nécessaires aux blocs moteurs, pistons, culasses et autres pièces similaires, mais en raison de leur teneur élevée en silicium (facilement 20 à 30 fois celle du 6061), ils sont comme du sable coupant.
Heureusement, pour le personnel chargé de l’usinage de ces matériaux abrasifs, il existe une meilleure solution que les outils de coupe en carbure. Une solution qui produit des finitions miroir et des dizaines de milliers de pièces par arête de coupe.
« Des finitions de 2 à 3 μm Ra peuvent être obtenues facilement, de même qu’une durée de vie d’outil entre indexages de 40 000 blocs moteur, culasses et autres composants automobiles », confie Tim Marshall, Responsable global des Produits Fraisage indexable chez Kennametal. « Cette nouvelle plate-forme de fraisage en bout fait appel à un corps en aluminium à petit pas avec des dispositifs de serrage à coin et des poches ajustables. De nombreuses plaquettes en diamant polycristallin (PCD) sont disponibles, allant des mini plaquettes pour passes de finition légères aux plaquettes racleuses intégrales, inserts de cartouches standards et tranchants axiaux de 12,7 mm pour les ébauches lourdes et les coupes d’épaulement ».
Il s’agit du système de surfaçage PCD KBDM de Kennametal. Conçu pour l’usinage de gros volumes, la KBDM est en stock dans des dimensions standards de 63 à 200 mm, même si Tim Marshall s’empresse de rappeler que l’entreprise offre aussi des solutions optionnelles personnalisées. « Nous pouvons proposer des fraises dans des diamètres allant jusqu’à 550 mm. Les clients sont ainsi à même d’usiner des composants de très grande taille en une seule passe. Nous avons également des options de corps de tige intégrale, attachements HSK, rotation de fraise à gauche, ainsi que des préparations d’arête et des rayons d’attaque spécifiques ».
Cependant, la KBDM est davantage qu’un outil de conception robuste. Les constructeurs automobiles créant souvent leur propres alliages d’aluminium propriétaires, Kennametal a développé deux grades de PCD de complément : le KD1400, qui fait appel à de petits grains de diamant et offre de remarquables propriétés de résistance à l’écaillage et à l’usure, et le KD1425, qui utilise de gros grains de diamant lui conférant une excellente résistance à l’abrasion et une très bonne stabilité thermique, mais avec des performances légèrement inférieures en termes d’écaillage. Les deux grades sont capables de paramètres de coupe élevés ; en fonction de l’alliage et de la rigidité de la configuration, Kennametal recommande une vitesse de coupe initiale de 1000 m/min et des avances de 0,01 mm par dent, même si des valeurs sensiblement plus élevées sont possibles.
« Un important fabricant de machines a réalisé pour nous des essais de coupe par rapport à plusieurs solutions concurrentes », explique Tim Marshall. « A l’aide d’une fraise en bout à 24 dents de 150 mm de diamètre, avec un engagement radial de 80% et un déplacement de coupe axial de 1 mm, nous avons atteint une vitesse d’avance de 0,15 mm et une vitesse de surface de 2926 m/min. Soit 6112 tr/min, avec une avance de table de 22,35 mm. C’était très émouvant. Au demeurant, la KBDM a produit un fini de surface de 14,7 Ra, c’est-à-dire supérieur de plusieurs points aux autres outils de coupe ».
Tim Marshall préconise de configurer la KBDM hors ligne à l’aide d’un prérégleur de type optique ou vidéo. Une petite quantité de lubrifiant doit être appliquée sur le dispositif de réglage, les vis de blocage et le côté tranchant de la poche. Tournez la vis de réglage axial jusqu’à ce que la plaquette soit à 0,010 – 0,015 mm en-dessous de la hauteur finale fixée, serrez les écrous de blocage à 3,5 Nm (ne serrez pas trop), puis ajustez chaque plaquette en hauteur à sa position finale. Si vous utilisez une plaquette racleuse, réglez-là à une hauteur de 0,015 à 0,020 mm plus élevée.
« C’est simple à configurer », précise Tim Marshall. « Vous pouvez facilement obtenir tout ce que vous voulez à quelques microns près. C’est l’une des clés d’un fraisage en bout réussi, non seulement pour un juste équilibre à haute vitesse de broche, mais aussi pour réaliser le fini de surface voulu ; lorsque vous finissez une face d’appui sur un bloc ou une culasse, l’opération est à chaque fois cruciale ».
Les fraises KBDM sont stockées dans des dimensions standards de 63 à 200 mm, mais proposent aussi des modèles spécifiques jusqu’à 550 mm de diamètre.
À la pointe de l'innovation dans le domaine des matériaux avancés depuis plus de 75 ans, Kennametal Inc. est un leader mondial des technologies industrielles, qui aide ses clients à optimiser leur productivité grâce à des solutions de science des matériaux, d'outillage et de résistance à l'usure. Des entreprises des secteurs de l'aéronautique, du terrassement, de l'énergie, de la mécanique générale et des transports font appel à Kennametal pour les aider à fabriquer avec précision et efficacité. Chaque jour, près de 12 000 salariés aident nos clients de plus de 60 pays à rester compétitifs. Le chiffre d'affaires de Kennametal pour l'année fiscale 2015 s'élève à plus de 2,6 milliards de dollars